When it comes to precision metal cutting, two technologies dominate the conversation: fiber laser cutting and abrasive waterjet cutting. Both are incredibly accurate, but they achieve results in very different ways.
At Vishwakarma Enterprises we help clients decide on the best method based on their material, thickness, and required edge quality. Here is a simple breakdown to help you understand the differences.
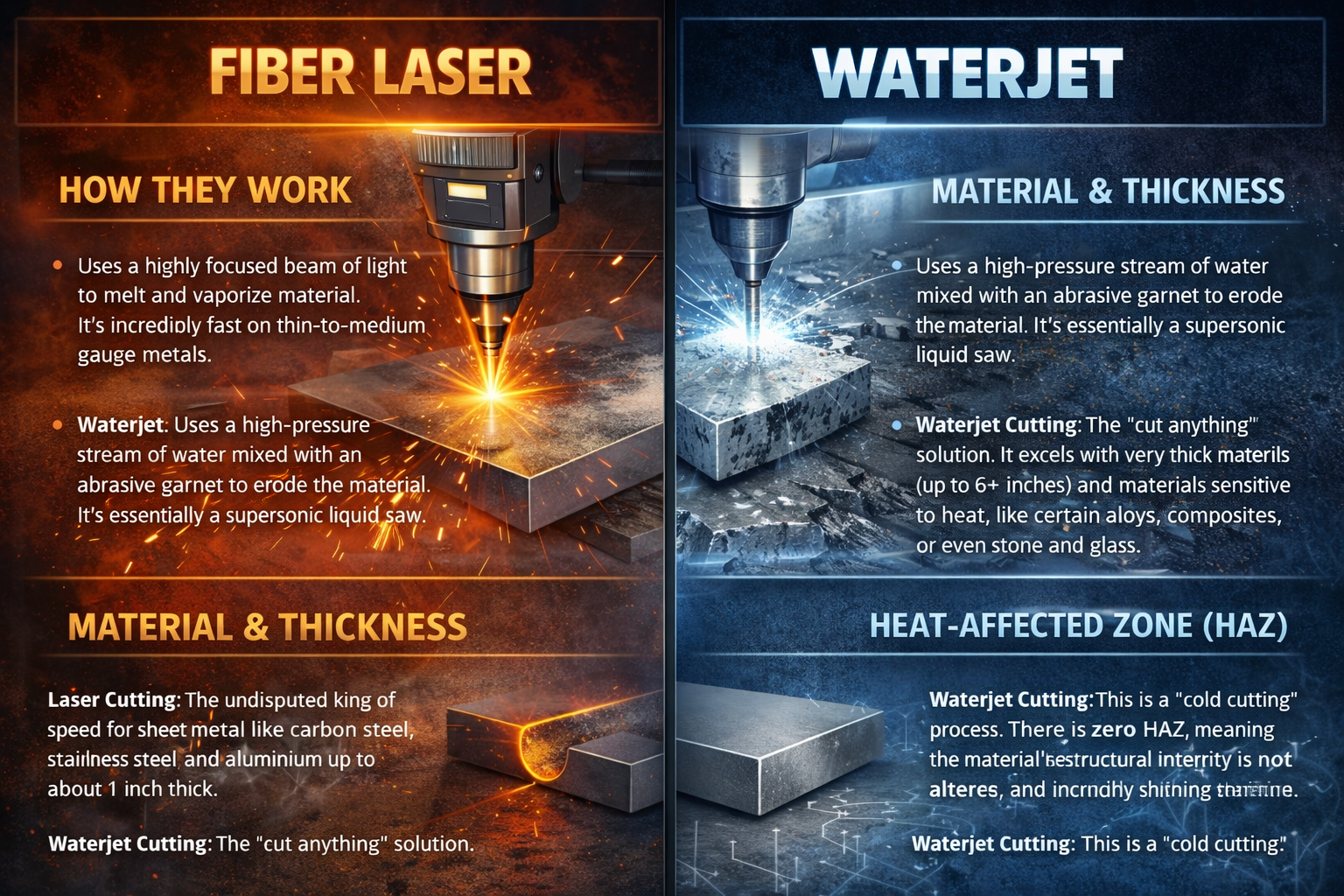
1. How They Work
Fiber Laser: Uses a highly focused beam of light to melt and vaporize material. It’s incredibly fast on thin-to-medium gauge metals.
Waterjet: Uses a high-pressure stream of water mixed with an abrasive garnet to erode the material. It’s essentially a supersonic liquid saw.
2. Material & Thickness
Laser Cutting: The undisputed king of speed for sheet metal like carbon steel, stainless steel, and aluminum up to about 1 inch thick.
Waterjet Cutting: The "cut anything" solution. It excels with very thick materials (up to 6+ inches) and materials that are sensitive to heat, like certain alloys, composites, or even stone and glass.
3. Heat-Affected Zone (HAZ)
Laser Cutting: Because it uses intense heat, there is a small heat-affected zone at the cut edge. This can sometimes require secondary finishing if the part needs to be welded or has tight aesthetic requirements.
Waterjet Cutting: This is a "cold cutting" process. There is zero HAZ, meaning the material's structural integrity is not altered, and the edges are smooth and ready for welding right off the machine.
The Verdict
Choose Laser Cutting for speed, precision, and cost-efficiency on thinner sheet metal projects with high-volume runs.
Choose Waterjet Cutting for very thick plates, heat-sensitive materials, or projects that require no secondary edge finishing.
Still unsure? Send us your part file, and our engineering team will recommend the most efficient and cost-effective method for your specific needs.